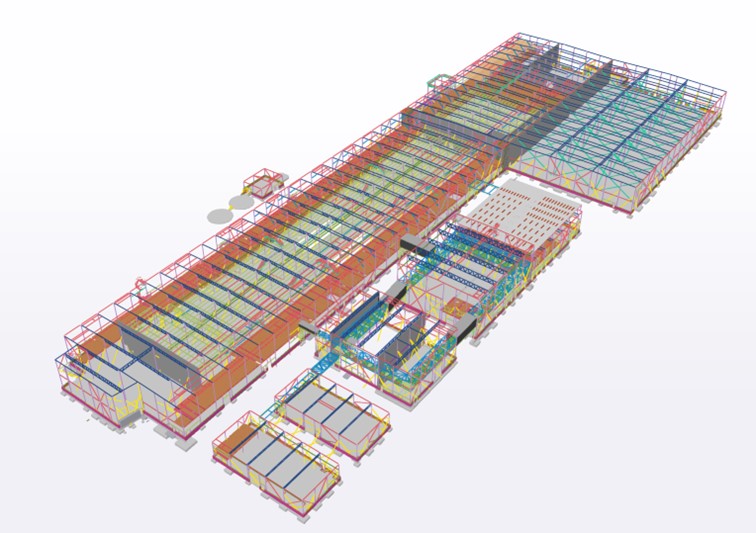
Anläggningen omfattar cirka 50 000 kvm och består av totalt åtta byggnader i konsekvensklass 2B och 3. Projektet har inneburit användning av cirka 3000 ton stål, 27 500 skruvar, 20 mil svets och 10 000 kubikmeter betong. En tydlig indikation på projektets omfattning och komplexitet.

Satsningen är inte bara ett imponerande ingenjörsarbete, utan även en viktig del i den gröna omställningen och utvecklingen av Europas batteriindustri. När fabriken är i full drift förväntas den skapa mellan 500 och 600 nya arbetstillfällen i regionen.
Genom noggrann planering och nära samarbete mellan Tecnoresolut AB, beställaren och entreprenören har projektering och byggproduktion kunnat genomföras effektivt och med hög kvalitet. Projektet krävde ett sammansvetsat och engagerat team från ritbord till färdig anläggning. Projekteringen av betong- och stålkonstruktionerna startade i slutet av januari 2024, och produktionen av stålet inleddes i mitten av april 2024. Som så ofta i stora projekt: allt började med stålet!

Stålkonstruktionen
Stålet levererades av Smederna Sverige AB och dimensionerades samt projekterades av Tecnoresolut AB. Projektet omfattade cirka 3000 ton stål i form av en omfattande konstruktion bestående av totalt 710 stålpelare och 192 fackverk, tillverkade i kvaliteterna S355J2H och S420MH.
Stålpelarnas längd varierade upp till19 meter, medan fackverken sträckte sig från 12 till 35 meter. Dimensionerna på pelarna varierade från KKR 120x120x4 mm till VKR 350×16 mm, och fackverken från KKR 180×10 mm till KKR 250×12,5 mm. Projektet omfattade även flera rörbroar både inomhus och utomhus, vilka var utsatta för påkörningsrisk från lastbilar.
Utmaningar
Tidsaspekten
En av de största utmaningarna var den hårt pressade tidsplanen redan från projektstart. Effektiv samordning mellan projektering, produktion och beställning av stålprofiler var avgörande för att undvika förseningar. Delprocesserna behövde löpa parallellt utan hinder mellan de olika disciplinerna.
Gjuten bottenplatta efter stommontage
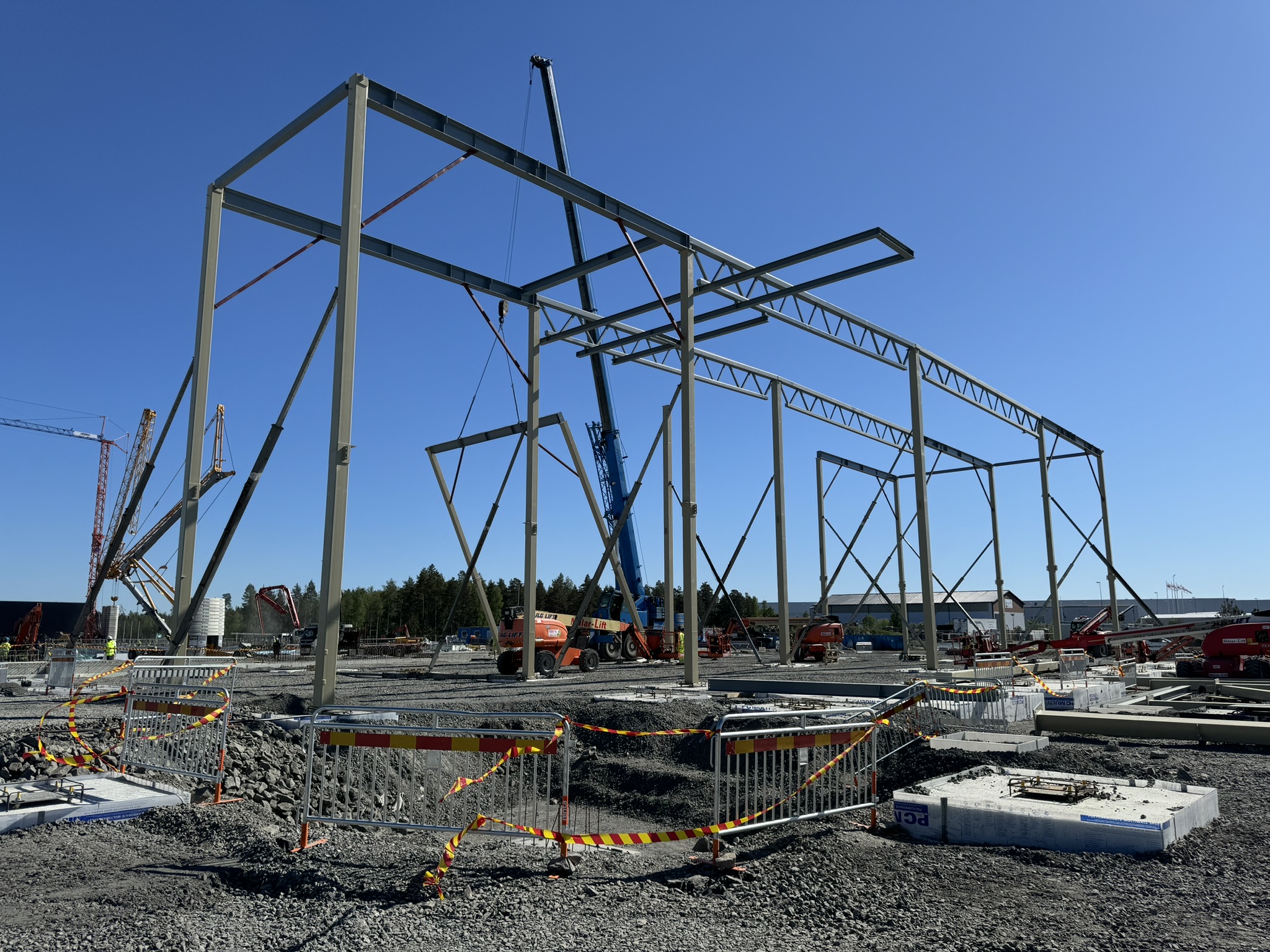
Ett ovanligt moment var att bottenplattan skulle gjutas efter att stålkonstruktionen och klimatskalet färdigställts. Detta krävde omfattande tillfälliga stagningar, specialanpassade hörnstag och vajersystem för att säkerställa stabilitet under byggskedet, särskilt med tanke på att avståndet mellan betongplintarna var som minst 11 meter.
Hörnstagen fungerade som momentstyva ramhörn och demonterades först när skivverkan i takplåten och övriga stabiliserande enheter färdigställts.
Dimensionering för stora laster
Hanteringen av stora laster, särskilt på höga pelare med långa knäcklängder, var en betydande utmaning. Det var viktigt att använda standardprofiler för att minska produktionstiden, samtidigt som pelarna behövde klara höga påkörningslaster från truckar och lastbilar.
Traverser installerades på flera ställen, vilket medförde ytterligare broms- och accelerationslaster som behövde beaktas i dimensioneringen.

Punktlaster och långa fackverk
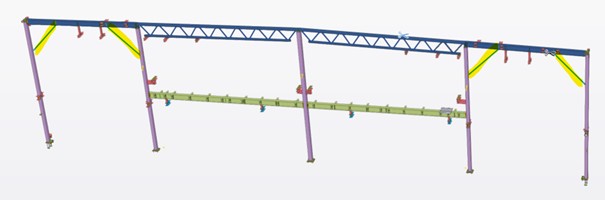
Stora punktlaster från bland annat kylmaskiner (10T var) på taket krävde noggrann dimensionering av vissa fackverk. Långa fackverk delades ibland i två sektioner med avancerade anslutningar för att klara de omfattande lasterna.

Stabilitet och upplyftslaster
De stora avstånden mellan stabiliserande enheter ledde till mycket höga laster i knutpunkterna. I vissa fall behövde konstruktionen klara upplyftslaster upp till 1,3 MN.
Brandklasskrav
Stålkonstruktionen hade varierande brandklasskrav (R0, R15, R30 och R60), vilket krävde noggrann planering för att varje konstruktionsdel skulle uppfylla rätt krav. Det gjorde det komplext att hålla ordning på brandklasserna i projekteringen och på byggarbetsplatsen.
Pelare:
Antal pelare: 710 st
Längd: 2m-19m
Dimension: 120x120x4 upp till 350×16
Stålkvalité: S355J2H

Fackverk:
Anta Fackverk: 192 st
Längd: 12m-35m
Dimension: 180×10 upp till 250×12,5
Stålkvalité: S355J2H och S420MH
Antal skruvar och längd svets: 27 500 st och 20 mil svets

Stabilitet
Stabilitet genom skivverkan till digaonaler
Utmaningar
- Höga pelare med stora laster. Knäcklängder. Höga Påkörningslaster. Broms laster från traverserna.
- Byggnad med konseksekvensklass 3.
- Stora punktlaster på vissa fackverk på grund av kylmaskiner på taket.
- Mycket stora avstånd mellan diagonaler vilket betyder stora laster på knutpunkter och gav upphov till upplyft. I vissa punkter uppgår upplyftslasten till 1,3 MN.
- Brand, R0,R15, R30 och R60. Hålla på reda vilken som skulle ha vad.
- Mycket långa fackverk (över 30 meter) med stora laster som behövdes delas i två. Avancerade anslutningar för skarven.
- Mycket innovativt tänkande kring montaget. Inga bottenplattor. Special ramhörnstag och vaiersystem. Momentstyva ramhörn som vi sedan tog bort när skivverkan kunde uppnås av takplåten.
- Tid aspekten, Material till tillverkningsritningarna skulle gå hand i hand och hinna i tid.

Beställare: Senior Material Europe AB
Arkitekt: Tengbom Arkitekter
Entreprenör: CRTG Engineering Sweden
Konstruktör: Tecnoresolut
Stålentreprenör: Smederna 1
Fasadelementlevererantör: BJ Gruppen
Författare
Pedram Araghi, Tecnoresolut