
Ett skruvförband i tunnplåt kan, om än något förenklat, påverkas av laster i plåtens plan och laster vinkelrätt plåten. Den brottyp som ger lägst bärförmåga, eller lastkapacitet, av dessa två lastkomponenter bestämmer den dimensionerande bärförmågan. I det fall förbandet påverkas av båda lastkomponenterna samtidigt används en s.k. interaktionsformel där resultatet av kvoten mellan aktuell kraft vinkelrätt plåten dividerat med lägsta värdet av genomdragsbrott (pull-through) eller utdragsbrott (pull-out) adderat med kvoten mellan aktuell kraft i plåtens plan dividerat med lägsta värdet av hålkantbrott eller dragbrott i nettotvärsnitt, enligt formeln nedan. Det innebär att skjuv- och draglaster kan kombineras och påverka varandra samtidigt i ett förband på ett sätt som kan vara svårt att inse, ex dragbrott i skruven och samtidigt hålkantbrott i plåten.
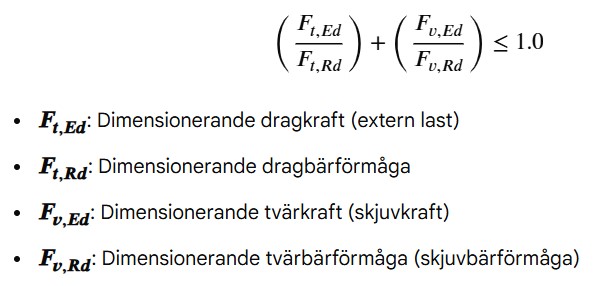
Bild 1: Interaktionsformeln gäller vid samtidig last i plåtens plan och vinkelrätt
Brottyper och deformationsförmåga
För att säkerställa förbandets hållfasthet vid dimensionering, särskilt de som utsätts för skjuvlaster, är det viktigt att ex konstruktören beaktar olika brottyper. De vanligaste brottyperna vid last i plåtens plan, dvs skjuvkrafter, är:
- Hålkantbrott (bearing failure). Detta är den vanligaste brottypen och är inte sällan dimensionerande. Skruven pressar mot hålkanten som leder till plastisering av plåten runt hålet.
- Hålkantflytning. Uppstår där plåten runt hålet flyter ut och deformeras till följd av höga, lokala spänningar. Hålet blir ovalt innan brottet inträffar och är en vanlig brottyp i kombination med snedställning.
- Plåtbrott (net section failure). Brottet sker genom att plåten slits av i förbandssektionen, nästan undantagslöst vid nettoarean.
- Skjuvbrott i skruven (Shear failure of fastener). Skruven skjuvs av till följd av skjuvkrafterna.
- Snedställning eller tiltning av skruven (Tilting) Skruven lutar/tiltar och dras delvis ur plåten, vanlig brotttyp vid tunna plåtar.
När det gäller brottyper som uppkommer vid last vinkelrätt mot plåten är den vanligaste typerna:
- Genomdragning/Överkragning (Pull-through). Skruvskallen eller brickan dras genom plåten ofta orsakat av för liten anläggningsyta i förhållande till hålet vilket gör att yttrycket blir för högt.
- Gängurslitning/utdragning (Pull-out). Gängorna i plåten slits sönder vilket gör att skruven lossnar ur underlaget.
- Genomstansning. Skruven dras genom plåten vilket leder till ett runt hål och plåtbrott.
- Plåtvinkling. Plåten deformeras och viker sig vid infästningspunkten.
- Dragbrott. Skruven går av på grund av för hög dragkraft.
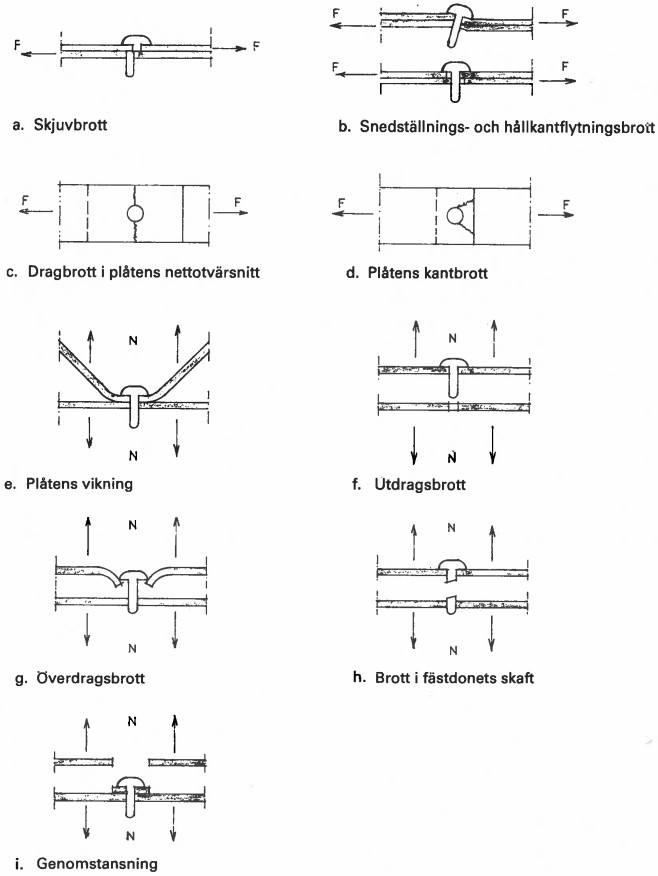
Bild 2: Olika brottyper vid last i plåtens plan och vinkelrätt plåtens plan.
Eftersom deformationen vid skjuvbrott i skruven normalt är liten utformar man alltid skruvförbandet så att hållfastheten för någon annan brottyp är mindre än skjuvbrottlasten. Skjuvhållfastheten ska vara 20% större än hållfastheten för hålkantbrott eller plåtbrott.
En annan fruktad typ av skjuvbrott är den som ofta uppkommer oförutsägbart i höghållfasta stålskruvar som ett resultat av vätesprödhet. Även som det är ett relativt ovanligt problem kan konsekvenserna bli förödande eftersom det handlar om fördröjt brott som kan uppkomma plötsligt timmar efter montering då förbandet förlorat sin funktion och hållfasthet. Problemet uppstår när väte under tillverkningen absorberas i stålet och minskar dess töjbarhet. Om kombinationen av väte och spänning blir hög förlorar skruven sin töjbarhet och blir spröd vilket leder till sprickor och till sist skruvbrott.
Verkningssätt och säkerhet
Avgörande för ett tunnplåtsförbands hållfasthet är förstås plåttjocklekar, materialen sträckgränser och skruvens diameter. Vid gängpressande skruv är även korrekt håldiameter viktig.
Vid laster i plåtens plan förs laster över genom skjuvning i skruven och hålkanttryck i plåten. Risken för hålkantflytning och snedställning är stor innan skruven brister. När plåten belastas vinkelrätt av ex suglaster från vind är risken stor för genomdragning ur underlaget eller plåtvinkling. Genomdragsbrott och genomstansning av skruvskallen är sällan dimensionerande i denna typ av förband. Det vanligaste är skjuv- och draglaster påverkar tunnplåtsförbandet samtidigt och då ska förbandet dimensioneras för interaktionseffekter enligt bild 1.
Dimensionering
Dimensionering utförs enligt SS-EN 1993-1-3 och gäller för borrande och gängpressande skruvar med diametern 3,0<= d <=8,0 mm och plåtar med sträckgräns <= 550 MPa. Beroende på laster dimensioneras skruvförbandet för drag- eller skjuvkraft. Belastas förbandet av båda lasttyperna samtidigt kontrolleras interaktion enligt formeln i bild 1.
Tillverkare av borrande- och gängpressande skruv redovisar karakteristiska drag- och skjuvkapaciteter i s.k. ETA (European Technical Assessment/Europeisk Teknisk Bedömning) vilket ska ses som en prestandadeklaration vid ett antal valda konstruktionslösningar. ETA utfärdas av tekniska bedömningsorgan, i Sverige ofta RISE och ex i Tyskland av DIBt (Deutsches Institut fur Bautechnik). Ett utdrag ur ETA-10/0200 ges i bild 3 nedan.
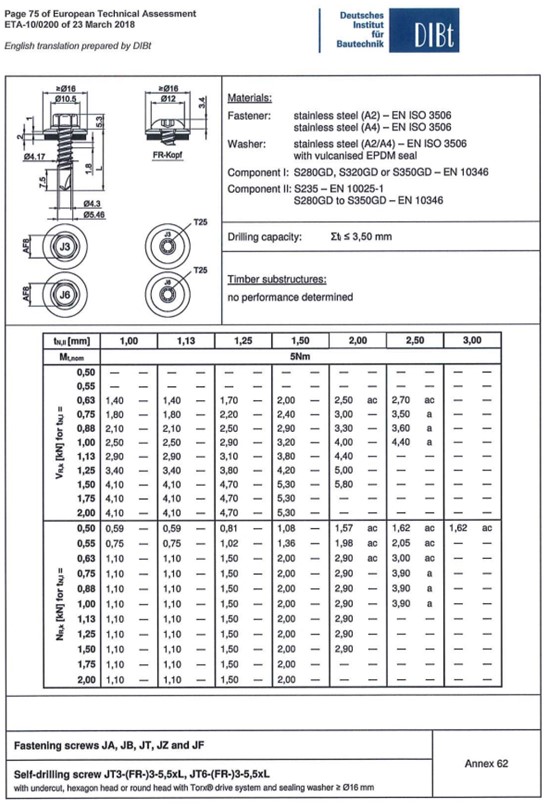
Bild 3: Utdrag ur ETA-10/0200, annex 62.
När det gäller karaktäristiska värden för bärförmågan med avseende på drag-och skjuvbrott för gängande skruv kan EJOT som tillverkare tillhandahålla dessa värden, även om det inte är så vanligt. Olika länder har olika praxis på området och våra kollegor i UK redovisar dessa värden på sin hemsida, se ett exempel i bild 4. I Sverige har EJOT valt att redovisa dessa värden utifrån den äldre Tunnplåtsnormen StBK-N5, tabell 23:51. Som byggnadskonstruktör på den svenska marknaden hänvisas man dock ofta till de nationella bestämmelserna i Boverkets konstruktionsregler EKS, tabell E-5. Här kan det bli lite knepigt för konstruktören vid dimensionering av ett skruvförband-vilka värden ska hen använda sig av i beräkningen? EJOT UKs värden för ex dragbrott är högre än de i tabell E-5 i EKS. I det fall konstruktören föreskriver specifik tillverkare krävs att hen säkerställer att den används i projektet-något som inte är helt enkelt och självklart.
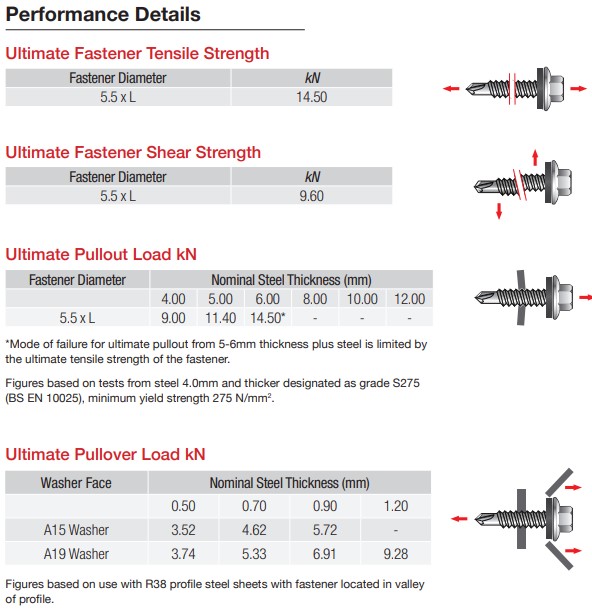
Bild 4: Utdrag från datablad från EJOT UKs hemsida där ex drag-och skjuvbrottkrafter för fästelementet anges (www.ejot.co.uk/Building-Fasteners/Products/Carbon-Steel-Self-Drilling-Fasteners/HS-5-5/p/HS_5_5)
Under 2026 kommer första generationens Eurokoder börja ersättas med andra generationens Eurokoder, i syfte att öka användarvänligheten och modernisera dimensioneringsreglerna. Det nationella valet utifrån EKS gäller oförändrat och det är av yttersta vikt att alla tillverkare på marknaden känner till och håller sig uppdaterade kring värdena.
Reflektioner
EKS värden får ses som minvärden som alla tillverkare bör leva upp till. Går det få fram högre värden på drag- och skjuvbrott i det nationella valet och ska de i så fall bestämmas genom provning eller beräkning? Idag finns inget tydligt samarbete på marknaden mellan tillverkare av gängpressande skruv, så kanske behövs en bättre branschsamverkan. SBI kunde som förslag, ställa samman en arbetsgrupp som initierar detta, för svensk stålkonstruktion, så viktiga ämne.
Fötfattare
Jörgen Håkansson, Försäljningsingenjör EJOT Sverige AB






