
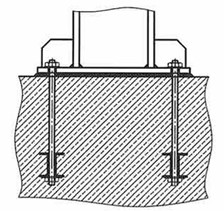
Figur 1 – Symmetrisk søylefot, EN 1993-1-8:2024 – Fig. D1
Figur 1 Viser en symmetrisk fotplate med fundamentbolter som virker lite gjennomarbeidet. Det er fordi:
– fotplaten har påsveiste stivere;
– fundamentboltene er i likhet med DIN 7992 forankret til innstøpte U-profiler.
Ad avstivede fotplater
Tidsskriftartikler fra 70/80-tallet som omhandler verkstedsvennlige forbindelser og knutepunkter, ble innarbeidet i SBIs Stålbyggnadsdetalier.
Kostnadene for utførelsen av stålkonstruksjoner avhenger av verkstedets lønninger (kr/h) og innkjøpsprisen (kr/kg) for materialer. Ifølge Douwen (1981) kan forholdet mellom innsatsfaktorene uttrykkes ved koeffisienten R = kg/h.
«Ingeniøren innehar nøkkelen til arbeidsomfanget til stålkonstruksjoner og bør være klar over konsekvensene av sine beslutninger, mente prof. van Douwen.
Uansett stålkonstruksjonsverksteders utrustning med numerisk styrte maskiner for kutting, boring og sveising, skal det produseres størst mulig tonnasje per time uten plunder og heft, altså maks. R.
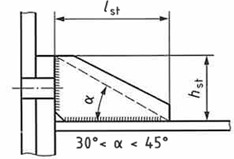
Figur 2 – Avstivet endplateforbindelse, EN 1993-1-8:2024 – Fig. A.9
Flere av figurene i den reviderte førstandarden kan fordyre knutepunktene. For å redusere endeplatetykkelsen på fig. 2 med en påsveiset stiver, økes arbeidsomfanget i verkstedet. Det er fordi platestiveren skal detaljeres, tilvirkes og plasseres, sveises og kontrolleres, mens synlige snittflater bør avrundes før overflatebehandling.
Ad hammerhodebolter som fundamentbolter
Norconsult prosjekterte på 90-tallet tre store verkstedhaller ved Kværners skipsverft i Warnemünde, Tyskland. Man fikk pålegg om å prosjektere fundamentboltene etter DIN 7992. Det ble spesifisert mer enn 900 hammerhodebolter med dimensjonene M56 eller M64 i fasthetsklasse 8.8. Flere år senere fikk man vite hvordan slike bolter skal beregnes og installeres. Den tyske komite for stålkonstruksjoner, DASt, utga i 2001 regler for beregning av hammerhodebolter. Når fullt anlegg for begge sidene av boltehodene ikke kan påvises, skal bæreevnen reduseres. DASt-Ri 018 (2001) forutsetter at spaltene på fig. 3 skal fylles med mørtel. Men er hammerboltene varmforsinket, kan mørtelen forringes pga. kjemisk reaksjon mellom sement og sinkbelegg.
Figur 3 – Hammerbolt opphengt i UNP-profiler, DASt-Ri 018 (2001): Fig. 1
Hvor krevende arbeidet med hammerbolter er, kommer frem av fig. 4. Likevel angir Schmidt (2019) at DIN 7992 er utelatt fra de tekniske byggeforskriftene for Tyskland. Er det pga. uakseptable merkostnader for hammerbolter? Førstandarden underslår viktig informasjon om utførelsen av fundamentboltene på fig. 1.
Figur 4 – Innstallering av hammerhodebolter, Laumann et al. (2020): Fig. 10.80
Heldigvis henviser Førstandarden til fig. A.15 om alternative fundamentbolter, hvilket gjør den kompatibel med EN 1992-4!
Figur 5 – Førstandardens alternative fundamentbolter, EN 1993-1-8:2024 – Fig. A.15
Konklusjon
Kanskje er det i seneste laget, likevel bør Førstandarden endres. De anviste stiverne kan trygt sløyfes, mens fundamentboltene bør forankres til innstøpte stålplater.
Referanser
[1] EN1993-1-8:2024 Eurokode 3 – Prosjektering av stålkonstruksjoner – Del 1-8: Knutepunkter og forbindelser
[2] van Douwen, A. A. (1981): Design for Economy in Bolted and Welded Connections Pentec Press
[3] DASt-Ri 018 (2001): Hammerschrauben
[4] DIN 7992:2024 Hammerschrauben mit großem Kopf
[5] Laumann, J. et al. (2020): Petersen Stahlbau – Grundlagen der Berechnung und baulichen Ausbildung von Stahlbauten, 5. Auflage, Springer Vieweg
[6] Schmidt, H. et al. (2019): Ausführung von Stahlbauten – Kommentare zu DIN EN 1090-2 und DIN EN 1090-4, 2. Auflage, Ernst & Sohn
[7] EN1992-4:2018 Eurokode 2 – Prosjektering av betongkonstruksjoner – Del 4: Prosjektering av forankringer i betong
Författare
Bjørn Aasen






