Ny konstruktion i gammal stil, på rekordtid


Projektets komplexitet satte fokus på teknik, samordning och tempo. Framgången byggde på att flera aktörer kunde arbeta parallellt och lösa uppgiften med både precision och lyhördhet – från projektering till montage.
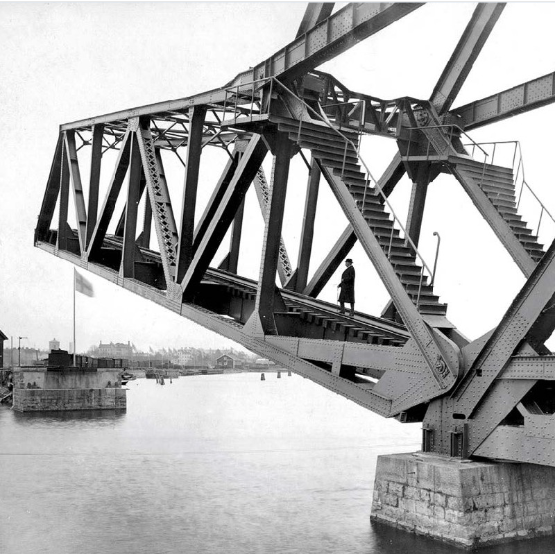
En bro från 1916 i behov av förnyelse
Den ursprungliga bron från 1916 var en klassisk Strauss-klaffbro, där stänger och motvikt verkar i balans över tornet för att med minimal kraft kunna dra upp klaffen. Bron var uppbyggd av en klaff över farleden, ett torn för motvikten, två tillfartsbroar samt flera stöd i vatten. Våren 2023 tvingades Trafikverket stänga bron för trafik.
Projektet innebar att den ursprungliga stålöverbyggnaden från 1916 skulle demonteras och ersättas med en ny, medan underbyggnaden bevarades och förstärktes. Den nya bron skulle vara fullt trafikförbar senast den 1 februari 2025. Projektet forcerades därför med kort upphandlingstid. PEAB vann entreprenaden med ELU som konstruktionsansvariga. ELU stod för systemberäkningar, konstruktionssamordning, provisorier samt konstruerade klaff, tillfartsbroar, underbyggnad och kompletterande grundläggning. STING konstruerade torn, motviktsarm, dragstänger, kuggstänger, maskineri, manöverhus, El, Styr och programmering.
Tekniska kompromisser under tidspress
Reparationen skulle efterlikna den befintliga bron, vilket innebar att den nya överbyggnaden måste rymmas inom samma geometri, vikt och uttryck. Samtidigt ställdes moderna krav på ökad axellast, högre rälsdimension samt en livslängd på minst 50 år, enligt dagens standard för lastprofil A.
Denna kombination av gamla ramar och nya krav blev särskilt utmanande där spåret löper i kurva genom tornet. För att möta kraven på fri lastprofil, som är större än vad bron ursprungligen byggdes för, behövde konstruktionen breddas – men utan att lagerplaceringarna kunde ändras. Resultatet blev en lösning som krävde millimeterprecision i både utformning och utförande.
Samtidigt satte den korta projekterings- och byggtiden press på varje beslut. Exempelvis valdes svetsade profiler i klaffens fackverk framför hålprofiler, för att undvika tidskrävande diskussioner kopplade till Eurokodens begränsningar.
Utanför själva konstruktionen tillkom även geotekniska utmaningar, där markens dåliga bärighet krävde pålning av tillfälliga lanseringsstöd och kranfundament för att säkerställa stabilitet vid montage.
”Vi arbetade inom en väldigt snäv ram – allt från placering av lager till broprofilens yttre form var i princip redan givet. Samtidigt skulle konstruktionen klara dagens lastkrav, högre hastigheter och uppfylla moderna krav på livslängd. Att få ihop geometri, funktion och regelverk utan att kompromissa med säkerheten krävde många tekniska speciallösningar och noggranna avvägningar,” säger Erik Olsson, Specialist på ELU och konstruktionsansvarig för Klaffbron.
Att bygga ett nytt maskineri till en ”mjuk” klaff som inte får belastas ojämnt ställer höga krav på övervakning, mätning och utvärdering för att kunna styra bron.
Målet var att ersätta den mekaniska differential som fanns i den ursprungliga bron med en elektronisk differential och utvärdera styrningen på mycket kort tid. För att lösa uppgiften byggdes en testrigg där kunde man simulera snedbelastning av vindlast, snölast. Då kunde det utvärderas olika styrningar av bron utan att riskera en överbelastning i den riktiga bron.
Då den nya bron skulle behålla samma siluett och gestaltning som den gamla bron var det extra utmanande att få plats med maskineri och tillfartsvägar för underhåll och samtidigt leva upp till dagens krav för arbetsmiljö och säkerhetsavstånd till tåg och kontaktledning.
Projekteringsarbetena och modelleringen av stålet har skett parallellt med beräkningar, i stället för traditionellt där beräkningarna görs klara och ger riktlinjer för konstruktionsarbetet. Detta ställer höga krav på kommunikation mellan de olika grupperna som arbetar parallellt. Ständiga avstämningar och ett högt engagemang var lösningen för att komma framåt i snabb takt.
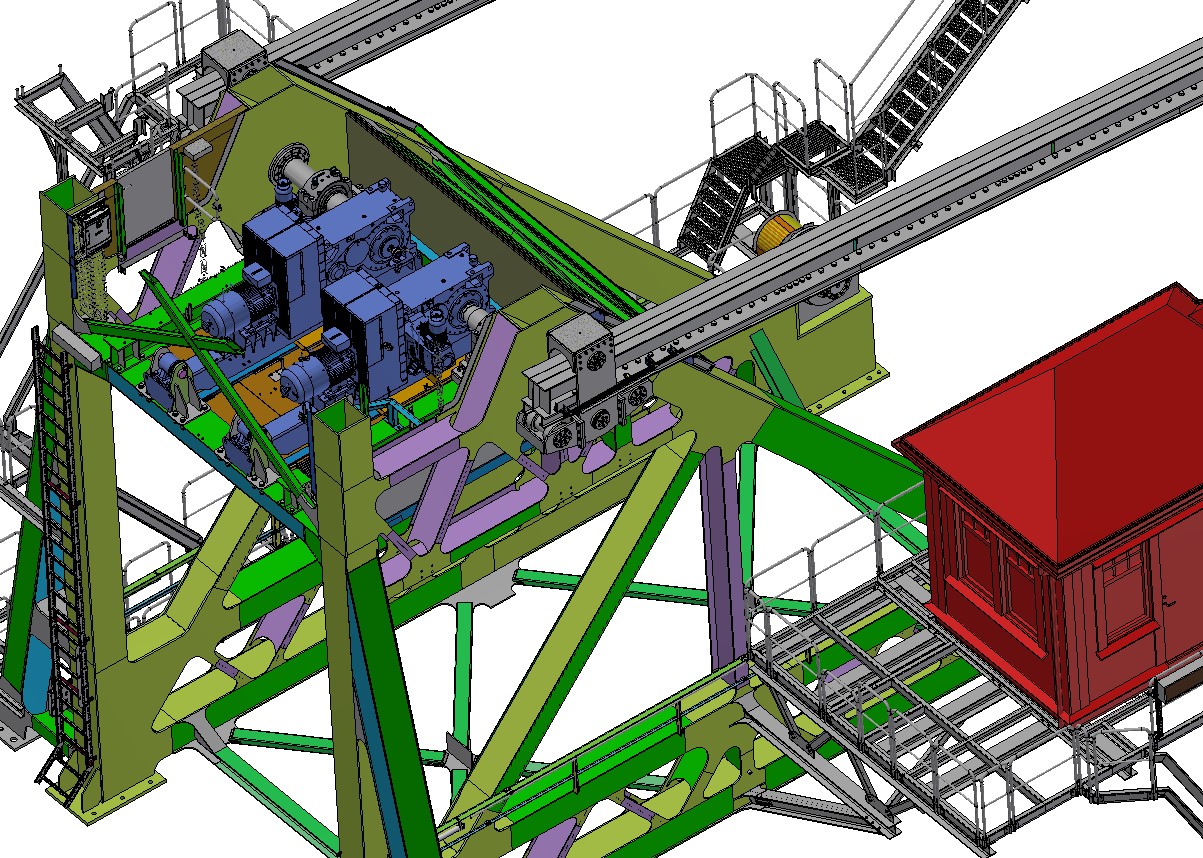
Bildtext: Cad-bild från maskineriet. Bild: STING
Demontering med precision och viktkontroll
Eftersom den nya broöverbyggnaden inte fick vara tyngre än den gamla, krävdes att varje del som demonterades vägdes noggrant. Demonteringen genomfördes av Jinert under en veckas farledsavstängning i november 2023. Arbetet följde en strikt sekvens för att säkerställa ett tryggt och kontrollerat genomförande:
- Klaffen sänktes med hjälp av det befintliga maskineriet och lades på pråm.
- Motvikten bilades ner.
- Vajerdomkrafter monterades på dragstängerna, som därefter kapades. Motviktsarmen, tillsammans med motviktsrester och delar av dragstängerna, sänktes försiktigt med hjälp av vajerdomkrafterna.
- Kuggstängerna lyftes bort.
- Klaffen skars loss från tornet och transporterades bort på pråm.
- Motviktsarm och torn demonterades i hanterbara delar.
Alla moment dokumenterades noggrant. Den insamlade viktdatan låg till grund för dimensioneringen.


Tillverkning och montage i flera steg
Konstruktionsstålet bestod, till allra största del, av S355J2+N. Tjockare plåtar utfördes i S355N eller S355NL med tillägget Z35 för plåtar utsatta för drag i tjockleksriktningen. Kuggbana och kugghjul utfördes i 34CrNiMo6 som induktionshärdades. Vridlager för klaff, motviktsarm samt kugg- och dragstänger utförs av sfäriska axialledlager (GEP från SKF).
Tre verkstäder delade på tillverkningen av brokonstruktionen:
- Lecor i Kungälv: Östra tillfartsbron samt motvikt och motviktsarm
- PMK i Landskrona: Klaff, torn och västra tillfartsbron
- SH-Group i Danmark tillverkade maskineri och kuggbana.
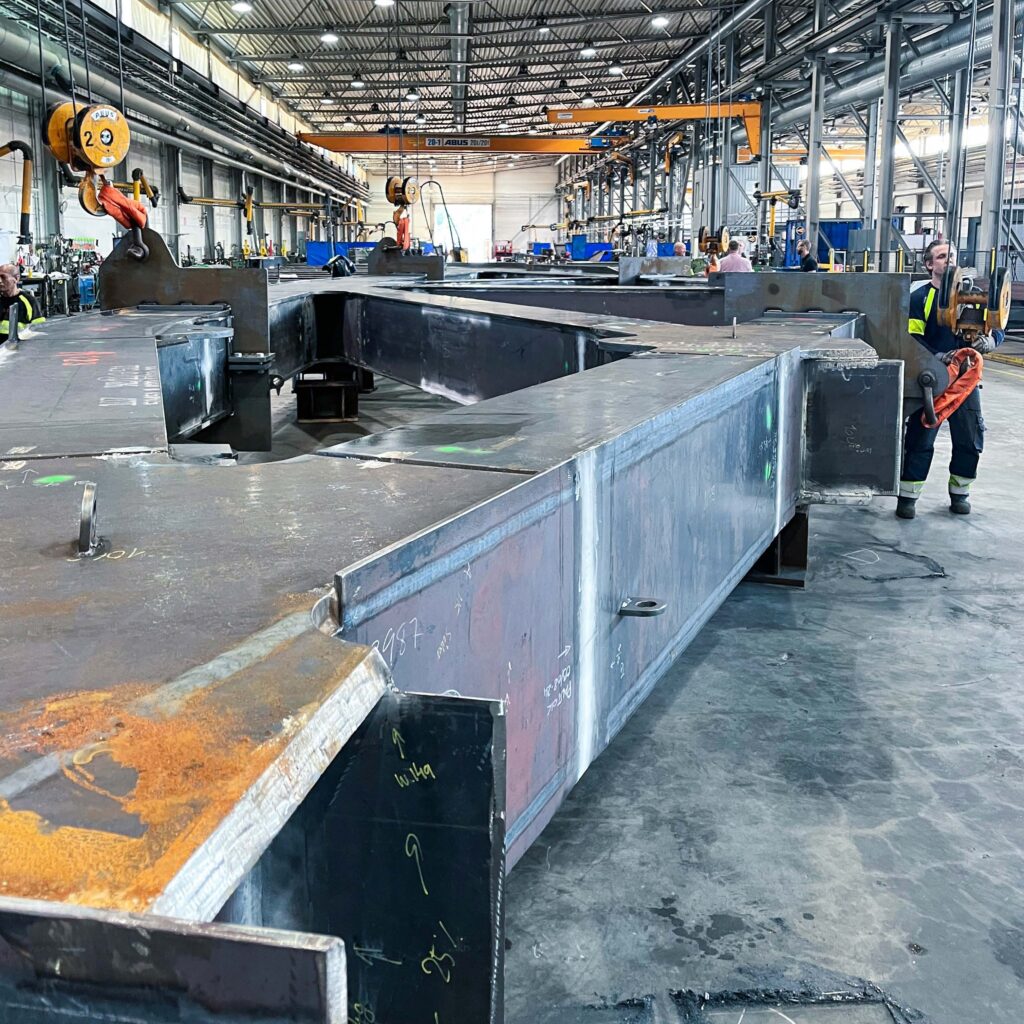
Projektet började med en strejk i Finland som gjorde att stålleverantör inte kunde leverera beställt material i tid för tillverkningsstarten. Med en gemensam insats så kom man ändå i hamn i tid. Brokonstruktionen var speciell då nästan all fackverkskonstruktion var svetsade plåtar som bildade fyrkantsprofiler. Alla plåtar levererades i storformat där PMK skar ut alla detaljer till sin produktion med fogberedning i plasmaskärare. Man valde att svetsa med metod 136 slaggande rödtråd eftersom man hade stor erfarenhet från tidigare projekt med procedurer och goda resultat. Det visade sig vara ett klokt val även i detta projekt.
För att minimera risk och montagefel genomfördes ett fullskaligt provmontage i Landskrona. Här verifierades passformen mellan torn och klaff samt funktionen i mekanik och lagring. Efter provmontage skedde ytbehandlingen, bestående med två lager ”Zinga”. Anledningen till valet av ytbehandlingsmetod var tidsbesparing. Därefter monterades rälsen och fotplåtar mättes in för att säkerställa rätt placering i broläget. Delarna var nu färdiga för transport.





Lansering och montage med millimeterprecision
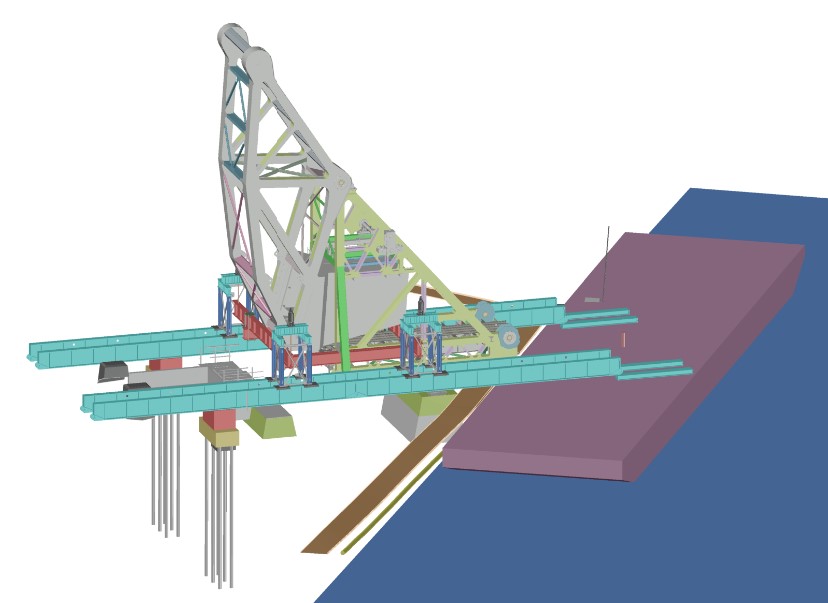
Före lanseringen av tornet förbereddes alla landbaserade stöd och motplåtar baserat på inmätningar från provmontaget i verkstad. Detaljerade tidsscheman togs fram eftersom varje moment i lanseringssekvensen var beroende av föregående steg, och marginalerna för förseningar var mycket små. Efter lossning i Vänersborg vände pråmen tillbaka till Landskrona för att hämta nästa brodel, vilket krävde tät samordning mellan tillverkning, transport och montage. Montaget på plats skedde under två farledsavstängningar, där lanseringsfönstret var satt till 7 dygn inklusive demontering av temporär utrustning. Östra tillfartsbron transporterades direkt från Kungälv och lyftes på plats med kran. Torn och klaff transporterades sjövägen från PMK i Landskrona, via kusten till Göteborg och sedan upp genom Göta älv till Vänersborg.

Lanseringsbalkar användes för att föra in bron i position. Dessa vilade delvis på pråm och delvis på landbaserade stöd, vilket gjorde det möjligt att centrera montaget med hög noggrannhet. Totalt sex stödpunkter skulle passas in med millimeterprecision, vilket ställde stora krav på både inmätning, tillverkning och montage.
Tornet lanserades försiktigt in i position. Dubbla fotplåtar gjorde det möjligt att skruva ihop stödpunkter med justermöjlighet för senare montage. Motvikten säkrades med vajerdomkrafterna – samma metod som vid demontering.
När tornet var på plats återmonterades motvikten med hjälp av stämp och domkrafter. Klaffen lyftes direkt från pråm till sitt läge och kopplades mot vridlagret i tornet. Därefter monterades drag- och kuggstänger. Motviktsbetongen gjöts och därefter kunde bron provresas med eget maskineri.
Drifttagning och uppstart
Efter att montaget var avslutat var det dags för gjutning av motvikten, som då skulle anpassas och hålla klaffen i balans. För att lyckas med detta monterades trådtöjningsgivare på dragstängerna och elektroniska vågar under anslagslagren för att mäta trycket i klaffnosen. Efter avslutad gjutning av motvikten placerades det in justervikter av stål som går att justera om bron skulle byggas om eller förändras.
”Man kunde känna spänningen i luften när klaffen öppnades för första gången. Det var nu vi skulle få svaret om alla timmar och tankar stämde överens med verkligheten,” säger Matti Kjörnsberg, uppdragsledare på Sting.
Öppningen gick långsamt men stabilt och inga bekymmer inträffade. Sedan startade en period med provning och kontroll av givare, maskineri av styrprogram och maskinerier. Allting löpte på enligt plan och bron öppnades för tågtrafik som planerat den 1 februari 2025.
Lärdomar från ett samverkansprojekt i toppklass
Projektet visar vad som är möjligt när hög teknisk kompetens kombineras med samverkan utan prestige. Trafikverket, huvudentreprenören PEAB (som förutom att utföra allt arbete på plats även stod för all samordning), tre konsultfirmor, två stålverkstäder och ett antal maskinleverantörer bidrog alla med sin spetskompetens – och det var just kombinationen av dessa som gjorde det möjligt att färdigställa ett projekt av den här komplexiteten på så kort tid.
”Det krävdes ett genuint samarbete och tekniskt kunnande från alla parter för att vi skulle kunna ro detta i land,” säger Per Granström, Uppdragsledare på ELU.
Läs mer på Internet
www.stalbyggnad.se/stalbroar/ai-upptackte-allvarlig-skada-pa-en-tagbro/
www.prismavg.se/exhibits/show/en-unik-hundraring/klaffbron
Författare
Erik Olsson, ELU
Matti Kjörnsberg, STING