

Det 41 meter långa och 36 meter breda lyftspannet med en vikt på ca 750 ton ska lyftas och sänkas med hjälp av fyra synkroniserade linmaskinerier. Bron ska trafikeras med spårvagnar och därför ställs höga krav på precisionen vid passningen av spårvagnsspåren på själva lyftspannet och de anslutande fasta brodelarna.
Eftersom brospannet lyfts vertikalt med linor är maskineriet normmässigt att likställa med en lyftkran. Av denna anledning har maskineriet konstruerats utifrån regler i lyftdonsnormer där en stor utmaning varit att tolka och anpassa dess krav till rätt nivå då konstruktionen på många punkter skiljer sig från en renodlad lyftkran. Bron är därvid också CE-märkt. Maskineriet som helhet är underordnat det styrsystem som ska synkronisera vart och ett av de fyra individuella maskinerierna, detta då lyft ska utföras i brospannets fyra hörn samtidigt. I konstruktionsarbetet har därför styrsystemet satt gränser för utformningen av maskineriet. Dessutom har utrymmesbegränsningar och toleranskonflikter givit konstruktörerna utmaningar. För att minimera slitage på linor och lintrumma ställs också höga krav på installationen av linhjul och lintrumma, samt medfört svårigheter vid materialval.
Udda referenser
Det finns få uppförda broar med liknande utformning och funktion, vilket gjort att konstruktörerna fått använda sina ingenjörshjärnor ordentligt. På grund av platsbrist för maskineriet finns inga referenskonstruktioner i Sverige. Inspiration och erfarenheter hämtades därför bland annat från maskineriet för det öppningsbara taket i Friends Arena.
-”Från konstruktionsarbetet med maskineriet för det öppningsbara taket på Friends Arena hade vi med oss erfarenheter av flera synkroniserade maskinerier med kuggdrift”, säger Fredrik Österdahl.
Funktion
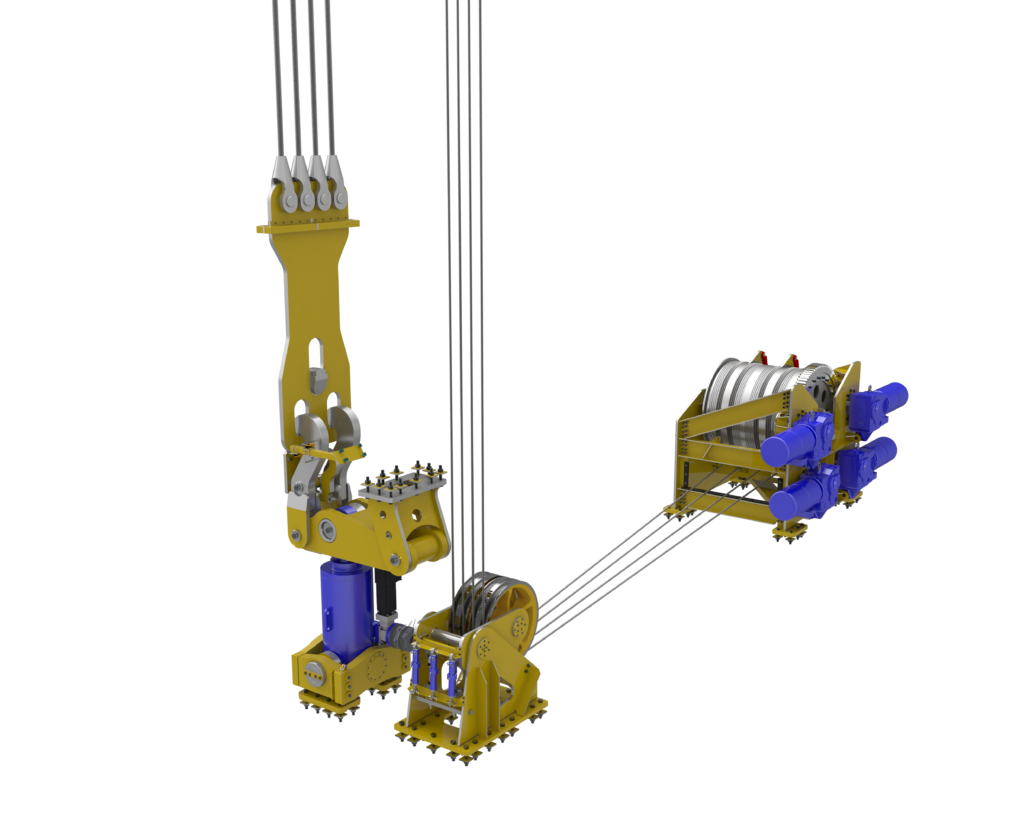
Brospannet ska normalt lyftas och sänkas vertikalt 16 m med en hastighet på 217 mm respektive 271 mm per sekund. I specialfall kan lyftet göras upp till 20 m. Detta utförs med totalt fyra stycken lyftmaskinerier, ett i varje pylon. Varje maskineri består av elmotor, lintrumma, ett nedre linhjul, ett övre linhjul, draglinor, motvikt samt lyftlinor, se Figur 2.

Lintrumman drivs av fyra stycken elmotorer med enskilda växellådor. Varje motorpaket väger cirka ett ton med en effekt på 30 kW. Motorerna driver gemensamt lintrummans kuggkrans som via ett nedre linhjul drar i fyra parallella draglinor. Draglinorna är kopplade till en motvikt på cirka 175 ton. Från motvikten, via det övre linhjulet, löper sedan fyra parallella lyftlinor till lyftspannet.
För att minimera motoreffekten vid lyft är det önskvärt att den totala motviktsmassan ligger så nära lyftspannets massa som möjligt. För att sedan sänka lyftspannet nyttjas gravitationen, och då måste ju självklart motvikterna väga mindre än lyftspannet. Slutlösningen medför en obalanserad massa per pylon på 17.5 ton. Vid extrem vind kan den ekvivalenta obalanserade massan uppgå till 30 ton per pylon. Lyftmanövern är dimensionerad så att lyft kan utföras med en av fyra motorer ur drift vid samtliga förhållanden. Bron dimensioneras för att öppnas 12 gånger per dygn, vilket i kombination med de stora ingående massorna ställer höga krav på slitstyrka och precision vid konstruktion och installation.
I trafikläge vilar lyftspannet med tre lager på vardera sida på fasta tvärbalkar, ett under varje lyftpunkt och ett mitt på lyftspannet under spårvagnsspåret. Eftersom motvikterna medför en dragkraft i lyftlinorna kommer hela brospannets vikt inte att hamna på de sex brolagren. Denna upplagssituation medför ett svåranalyserat statiskt system och dessutom risk för lyft i hörnpunkterna vid speciella trafik- och vädersituationer. Vidare är det i Sverige ett normkrav att maskinerier i öppningsbara broar inte får belastas av trafiklaster, vilket blir fallet om motvikterna påverkar lyftspannet i trafikläge. En vanlig lösning är att ha en delad motvikt, där man i trafikläge lyfter bort en del av motvikten för att minska dess påverkan på lyftspannet i trafikläge. Detta var dock av utrymmesskäl ej möjligt att realisera samt inte ett fullgott uppfyllande av normkraven. För att komma tillrätta med detta har ett speciellt avlastningsmaskineri konstruerats som på lyftspannssidan drar i lyftlinorna tills det att motvikten är helt avlastad från lyftspannet. Detta åstadkoms med hjälp av elektromekaniska domkrafter som via krokar greppar tag i lyftlinorna via en lyftplåt.
Med denna konstruktion slogs då de två flugorna i en smäll, dels vilar då hela lyftspannet med sin fulla vikt mot brolagren dels påverkas inte maskineriet av trafiklast.
Motvikt
En motvikt väger 175 ton och består av stående svetsade stålplåtar som tillsammans bildar ett rätblock i solid stål med måtten 6x2x2 m. Motvikten är styrd inne i pylonen och designad för att passa pylonens avsmalnande form. Motviktens totala massa kan anpassas med hjälp av justeringsvikter om lyftspannet skulle avvika från dess teoretiskt beräknade slutvikt.

Figur 3. Motvikt med övre linhjul och linanslutningar
Linor
De fyra lyftlinorna mellan lyftspann och motvikt har dimensionen Ø64 mm och är i huvudsak valda utifrån dess förmåga att ta mycket last. De fyra draglinorna mellan motvikt och lintrumma har dimensionen Ø26 mm och är i huvudsak valda utifrån dess förmåga att rullas upp på lintrumman. Dessa linorna är av mindre dimension än lyftlinorna på grund av att de genom sin placering under motvikten tar mycket mindre last. Generellt har använd lintyp valts på grund av dess goda motstånd mot nötning och utmattning.
Linhjul
Den övre linhjulskonstruktionen består av två separata linhjul med två linspår vartdera. Diameter är Ø2400 mm och hjulen är monterade på en fix axel. Det nedre linhjulet har lika hjuluppsättning som de övre och har diametern Ø1000 mm. Hjulen är monterade i ett stativ som samtidigt fungerar som linspännare som medför en minsta spännkraft i draglinorna på 5 kN per lina.

Drivmaskineri
Drivmaskineriet består av en lintrumma med en diameter på Ø1600 mm med en kuggkrans som drivs av fyra stycken individuella elmotorer. Absolutlägesgivare kontrollerar lintrummans position och därmed hur mycket lina som rullas upp på trumman. Motorerna har momentkontroll för att säkerställa att samtliga motorer driver med lika kraft.

Avlastningsmaskineri
Avlastningsmaskineriet består av en elektromekanisk skruvdomkraft med en kapacitet på 270 ton. Domkraften manövrerar två krokar på cirka 600 kg styck, vilken via en styrning för kroken mot en lyftplåt som löper genom en slits i lyftspannets lyftbalk. Lyftplåten är i sin tur ansluten till lyftlinorna och vid avlastningsmanöver separeras upplagspunkten mellan lyftplåt och lyftspann.
Säkerheter
Enligt maskindirektivet måste man ha en möjlighet att stoppa den påbörjade rörelsen genom ett nödstopp. Vid lyft- och sänkningsmomentet kommer ett nödstopp omedelbart kunna avbryta rörelsen av 1500 ton. Stoppet åstadkoms genom att slå av matningen till elmotorerna i kombination med en viloströmskopplad broms på vardera motor. Nödstoppet kan för säkerhets skull utföras med enbart två motorer per maskineri. Vid nödstopp kommer de långa linornas elasticitet att fungera som inbyggda fjädrar, vilket gör inbromsningen något mer skonsam. Detta medför dock minskad kontroll på inbromsningen, men detta är ett problem som alla linmaskinerier har. Maskineriet är också dimensionerat med linbrott i beaktande. Specificerad funktion kan därför fullgöras även med bortfall av en lina per maskineri.
Konstruktionsprocessen
Under konstruktionsprocessen utvärderades ett antal principlösningar för att hitta en slutgiltig lösning som uppfyllde samtliga krav. En svårighet var att tolka in normkraven från dels bronormen, lyftdonsnormen samt maskindirektivet till en anpassad och avvägd nivå.
”- Att göra väl avvägda normtolkningar var genomgående en svårighet under hela konstruktionsprocessen”, säger Karl Lövholm.
När själva systemet var valt utfördes en omfattande systemberäkning för att definiera och ta fram laster på de olika ingående konstruktionsdelarna. Beräkningen omfattade cirka 100 A4-sidor. Dessa laster användes sedan i verifierande hållfasthetsberäkningar, vilken även den var omfattande. Slutrapporten blev en rejäl bibba om cirka 270 sidor beräkningar innehållandes dels analytiska beräkningar dels numeriska FEM-beräkningar.

Slutligen redovisades konstruktionen på 84 stycken ritningar i A1-format för tillverkning. För att lättare kunna hantera de kraftiga utrymmesbegränsningarna som funnits har 3D-cad utnyttjats tillsammans med VR-teknik. På så sätt har konstruktörerna redan i designfasen kunnat arbeta i skala 1:1 med de fysiska begränsningarna, som installationsutrymmena i pylonerna medför, ständigt närvarande. Detta har varit till stor hjälp för att fatta konstruktionsbeslut med hänsyn till installation och service.
”- Med 3D-modellering får man en bra överblick, men att kliva in i VR ger ett helt annat stöd för konstruktionsstyrande beslut, speciellt med dessa trånga utrymmen”, säger Fredrik Österdahl.
Tillverkning och provning

Tillverkning av maskinkomponenterna är i princip klar och har utförts på verkstad i Danmark. Maskineriet provas i full skala hos leverantören i Danmark. Testerna är så kallade FAT-tester (Factory Acceptance Test) och syftet är att genom provning verifiera funktionen av hela maskineriet. En 30 meter hög rigg har byggts upp där såväl lyftmaskineri som avlastningsmaskineriet testas. Vid testerna av lyftmaskineriet används en 190 ton tung vikt för att simulera ¼-del av lyftspannet ihop med en fullstor motvikt på 175 ton. Vid testerna kontrolleras konstruktionerna med avseende på bland annat vibrationer, missljud och funktionalitet vid nödstopp men syftar även till att finjustera styrsystemet. Vid test av avlastningsmaskineriet har en rigg bestående av krok, domkrafter och styrningar byggts upp. Syftet är att kontrollera att krokens rörelser är korrekta samt att rätt kraft kan etableras för att stäcka lyftlinorna i erforderlig mån.

Motsvarande tester kommer också sedan att utföras efter montage på plats i ett så kallat SAT-test (Site Acceptance Test). SAT-testet kommer att utgöras av 150 stycken öppnings- och stängningsmanövrar under 10 dagar. Det omfattande testprogrammet har sin grund i erfarenheter från drift och idrifttagning av liknande broar, exempelvis Pont Jacques Chaban-Delmas i Bordeaux i Frankrike, där det tydligt framfördes nyttan av noggranna funktionstester innan slutmontage.
Författare: Fredrik Albing, Tikab






